水溶性/油性離型剤併用スプレー装置 MHシリーズ
SDE-L+MH
本装置は従来からの水溶性離型剤用集中ミキシング装置へ、油性離型剤の塗布も可能とした装置です。
(対象機種は弊社SDEシリーズ)
設定画面での水溶性・油性各離型剤の吹付け選択と、カセットの交換のみにて相互の使用を可能に致しました。
水溶性離型剤は従来の圧送機より供給頂き、油性離型剤は弊社の専用圧送装置から供給されます。
集中ミキシング装置は、水溶性・油性併用タイプとしてスプレー装置へ取り付けされます。
スプレー吹付けエアーは、水溶性・油性共に共通のバルブより供給されますが、エアー圧力レギュレーターは従来の手調整より電空レギュレーターへ変更し、各吹付け圧力を電気的に切り替えます。
(対象機種は弊社SDEシリーズ)
設定画面での水溶性・油性各離型剤の吹付け選択と、カセットの交換のみにて相互の使用を可能に致しました。
水溶性離型剤は従来の圧送機より供給頂き、油性離型剤は弊社の専用圧送装置から供給されます。
集中ミキシング装置は、水溶性・油性併用タイプとしてスプレー装置へ取り付けされます。
スプレー吹付けエアーは、水溶性・油性共に共通のバルブより供給されますが、エアー圧力レギュレーターは従来の手調整より電空レギュレーターへ変更し、各吹付け圧力を電気的に切り替えます。
水溶性/油性 比較(弊社比較 DM350tクラス)
1.離型剤噴霧量
1.離型剤噴霧量
水溶性離型剤:1回の噴霧量≒150cc
油性離型剤:1回の噴霧量≒0.3cc(水溶性の≒1/500)
噴霧量は油性離型剤は水溶性の約1/500にて製品打ちが可能の為離型剤の垂れは殆ど発生しません。
従来の離型剤の排水処理等は行わずに済む事で環境に優しい装置にアップグレードします。
従来の離型剤の排水処理等は行わずに済む事で環境に優しい装置にアップグレードします。
2.金型寿命
水溶性に比べ微小の噴霧量で金型へ付着する為金型表面の温度低下を防ぎ、金型の寿命が延びます。
3.経済性
排水処理/金型寿命/噴霧量の微小化に依る消費電力等の低減に依りコストダウンを実現致しました。
製品仕様
specification
1.油性理系剤圧送装置〜SOPー1000型
| 離型剤供給量 | 0.15cc〜1.0cc |
|---|---|
| 供給量は制御部の画面にて設定します。 自動運転中は流量自動補正にて一定に保持されます。 自動補正は+/ー0.05ccの範囲にて監視し、離型剤の圧力を制御して行います。 |
|
| 離型剤設定圧量 | 150Kpa〜200Kpa(1.5㎏/㎝2〜2.0㎏/㎝2) |
| 流量自動補正使用時の圧力は、制御部の画面にて暫定設定します。 自動運転中は流量自動補正にて変動します。 自動補正を使用しない場合の圧力設定は、1Kpaの単位にて設定可能です。 |
|
| 油性離型剤出口 | φ8MIDーOILーオース接続 |
| エアー供給圧力 | 0.3Mpa以上 |
| エアー接続径 | φ8エアーホース接続 |
| 電源 | AC100Vー1A |
| スプレー本体とのインターロック (スプレー本体と別制御の場合) |
本体より油性離型剤吹付け指令入力 圧送機より油性離型剤吹付け開始出力 圧送機より油性離型剤吹付け完了出力 |
2.油性・水溶性離型剤、併用ミキシング装 MH
| 形式 MH11X2 | 135tクラス |
|---|---|
| スプレーパイプ(専用ノズル付き) | 22本MAX |
| 形式 MH40X2 | 250〜350tクラス |
| スプレーパイプ(専用ノズル付き) | 39本MAX |
| 専用エアーブローパイプ | 21本MAX |
| 形式 MH11X4 | 250〜350tクラス |
| NO1スプレーパイプ(専用ノズル付き) | 22本MAX |
| NO2スプレーパイプ(専用ノズル付き) | 22本MAX |
| 専用エアーブローパイプ | 13本MAX |
| 形式 MH40X4 | 350〜500tクラス |
| NO1スプレーパイプ(専用ノズル付き) | 25本MAX |
| NO2スプレーパイプ(専用ノズル付き) | 25本MAX |
| 専用エアーブローパイプ | 20本MAX |
| 形式 MH7NX4 | 500〜800tクラス |
| NO1スプレーパイプ(専用ノズル付き) | 38本MAX |
| NO2スプレーパイプ(専用ノズル付き) | 38本MAX |
| 専用エアーブローパイプ | 25本MAX |
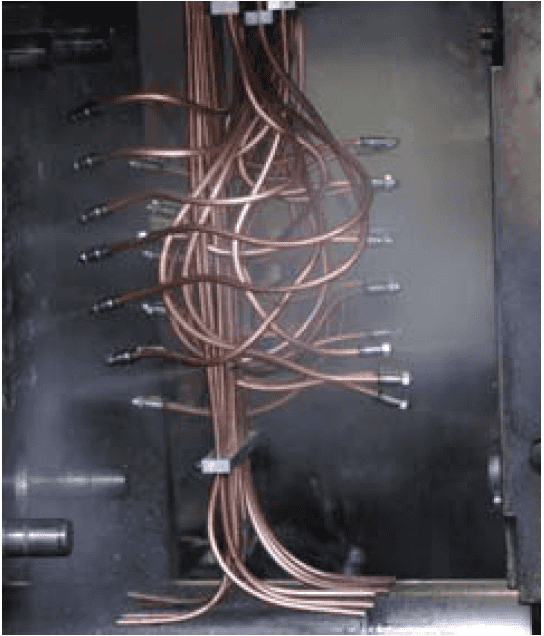
3.スプレー本体装置
1.水溶性・油性離型剤吹付け時のエアー圧力切替えの為、電空レギュレーターの装備が必要です。
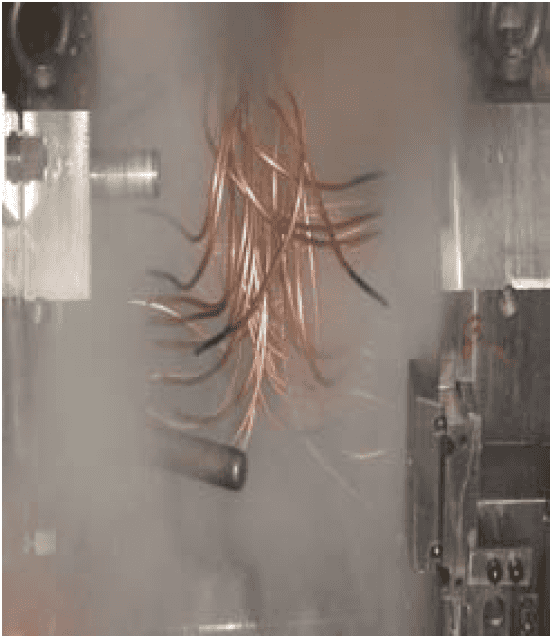
2.先にエアーブロー吹付けにて金型のバリ除去等を行います。
3.エアーブロー吹付け後に油性離型剤の吹付けを行います。
4.油性離型剤ノズルの空間確保の為エアーブローパイプは油性用より長くし下部にて吹付けします。
下降時のエアーブローと併用し、製品部を通過させた後にて油性離型剤の吹付けを行います。
上下駆動部はサーボモーター駆動が望ましいです。
資料ダウンロード
SDE-L+MH(911.8KB)